QUY TRÌNH SẢN XUẤT CỬA NHỰA LÕI THÉP UPVC
-
Trang chủ
\ Tin tức & Sự kiện \ Tin trong ngành
Quy trình sản xuấy cửa nhựa lõi thép UPVC
Cửa nhựa lõi thép ngày càng người tiêu dùng chọn lựa. Để tạo ra một bộ cửa hoàn chỉnh thì quy trình sản xuất cửa nhựa lõi thép phải trải qua rất nhiều công đoạn, để cho ra đời một sản phẩm hoàn hảo chinh phục được khách hàng
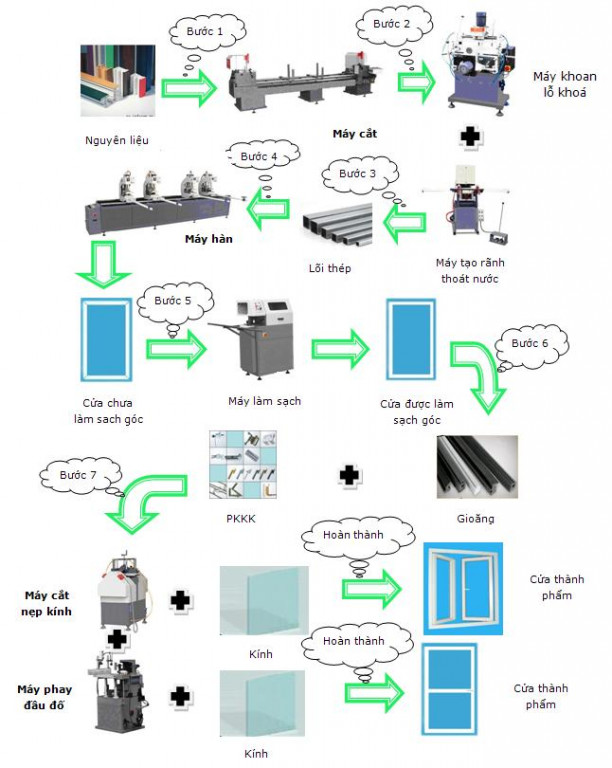
Công đoạn chuẩn bị
Đầu tiên, nhân viên kỹ thuật sẽ phải tiến hành khảo sát công trình thực tế, tư vấn vị trí lắp đặt cửa và tiến hành đo đạc đủ các chiều: ngang, dài rộng...Khi lựa chọn các nguyên liệu phù hợp ví dụ như nhựa cần lấy đúng loại, không cần lấy quá nhiều để tránh lãng phí làm tăng chi phí thành phẩm, kính dày hay mỏng nên chọn loại phù hợp với mục đích sử dụng hoặc theo yêu cầu đặc biệt của khách. Để làm được điều này đòi hỏi người thợ phải có chuyên môn, biết cách phân biệt và lựa chọn.
Tiếp theo, cần tiến hành kiểm tra các nguyên liệu xem có bị hỏng hay gặp phải vấn đề gì không? Sau đó tiến hành tính toán chi tiết kích thước các thanh nhựa, số lượng kính, thanh thép cần cắt.
Trước khi tiến hành cắt vật liệu cần kiểm tra lại máy thiết bị sản xuất cửa nhựa hoạt động có đúng không? Người thợ thực hiện phải là người biết đọc bản vẽ chi tiết và có kinh nghiệm làm.
2. Tiến hành cắt nhựa, thanh thép
Bước 1: Cắt thanh nhựa
Quá trình cắt nhựa phải đảm bảo việc vận hành và thao tác theo đúng quy trình kỹ thuật vận hành máy cắt nhựa hai đầu, trong quá trình cắt phải tính toán sao cho tỷ lệ sử dụng của thanh nhựa là tối đa, ưu tiên thanh dài cắt trước, thanh ngắn cắt sau để có thể tận dụng được hết giá trị thanh nhựa.
Sau khi, cắt kiểm tra lại góc cắt và chiều dài thanh nhựa xem đã đảm bảo được yêu cầu chưa vì trong quá trình cắt có thể dẫn đến việc cắt dài hơn hoặc thiếu hụt so với kích thước thì phải cắt lại thanh mới hoặc cắt bớt đi gây lãng phí. Để đảm bảo tính chính xác yêu cầu kiểm tra từ 2-3 lần.
Bước 2: Tiến hành cắt V hoặc phay đầu đố nếu có theo bản vẽ chi tiết.
Chú ý: Sai số được cho phép trong quá trình cắt như sau:
Chiều dài, chiều rộng được phép sai số: ± 1mm.
Góc cắt được phép sai số : ± 0.5mm đến 1mm.
Kích thước cộng hàn được phép sai số: ± 3 x 2 mm.
Thanh thép gia cường
Sau khi cắt được chiều dài thanh nhựa ta tiến hành cắt thanh thép gia cường. Khi đã có thanh thép theo chiều dài đo đạc và chuẩn bị sẵn dựa trên chiều dài thanh nhựa tiến hành cắt thép theo góc 90 độ, cắt ngắn hơn mép trong của thanh nhựa từ 10 – 20 mm. Khi đến điểm cắt ổ khóa và điểm hàn nối sẽ tiến hành cắt dạm và đập bẹp (Cắt không rời đứt đoạn)
3. Đục lỗ khóa và bắt vít lõi thép
Sau khi cắt nhựa - thép, tiếp đến quá trình khoan đục - bắt vít.
Lỗ thoát nước: Khi khoan lỗ thoát nước cần dựa vào bản thiết kế ban đầu, để khoan có chiều mở vào trong hay mở ra ngoài. Khi khoan điều chỉnh máy khoan sao cho mũi khoan không làm thủng vách ngăn của khoang chứa lõi thép. Đối với từng loại cửa mà vị trí lỗ khoan là khác nhau ví dụ như cửa mở quay vào trong thì lựa chọn khoan lỗ thoát ra mặt to của thanh khung bên dưới, còn đối với loại cửa trượt thì khoan lỗ thoát ra mặt ngoài của thanh khung dưới cửa….
Lỗ khóa cửa: Sau khi tiến hành đo đạc sẽ tiến hành khoan các lỗ khoan phải đảm bảo chính xác không sai lệch quá ± 1mm. Vị trí lỗ khoan thường là theo thiết kế hoặc yêu cầu của khách hàng.
Bắt vít thép Gia Cường: Khi đưa lõi thép vào khoang chứa thanh nhựa: phải đặt đúng chiều (dựa vào mặt cắt của thanh nhựa và lõi thép), kiểm tra 2 đầu của thanh nhựa sao cho thép hụt so với mép trong của thanh nhựa ít nhất mỗi đầu 5 đến 8mm. Đảm bảo khi hàn không bị chạm vào lõi thép dẫn đến mối hàn bị hỏng. Sau đó mới tiến hành bắt vít (sử dụng loại vít M4 x 16 để bắt lõi thép với khuôn nhựa).
Khóa lỗ chờ: Ngoài các lỗ để làm thoát nước, tạo khóa, bắt vít thép thì cần khoan các lỗ chờ dùng để bắt vít giữa khung với tường khi tiến hành lắp đặt tại công trình.
Trước khi chuyển hàn và làm sạch góc tiền hành luồn Gioăng kính, gioăng khung và gioăng lông. Gioăng kính được lắp đặt vào phần trong của khung cánh cửa và khung cố định các nẹp kính.

 Zalo
Zalo